用卓越的品质服务于千万企业
合作共赢,诚信为本,以人为本
咨询热线
180-0611-5906
180-0611-5906

合作共赢,诚信为本,以人为本
专业专注、服务至心、尽善尽美
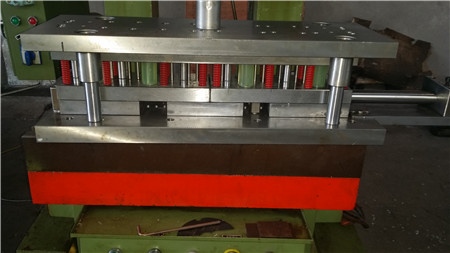
实力强 有保障
二十年经验的模具设计工程师团队,突破冲压界技术难
点,制造五金冲压件的技术力量雄厚,不断吸取新老用户反
馈的意见,根据 用户对冲压加工的需求精心设计制造出各
种型号、系列高效的五金冲压件产品

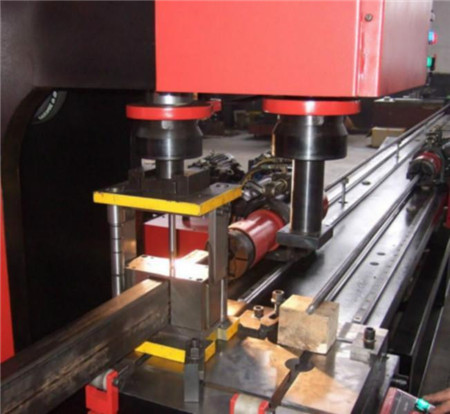
公司拥有专业合理的生产设备如AQ,AG等12台慢走丝,内
设真空热处理,CNC等模具加工设备,40-350T冲压机,
350T油压机,直径1-45mm自动车床和数控车床等生产设备。
模具开发周期快,正式量产模20天左右可完成初次送样。加
工能力强,多条生产线,先进设备,专业成熟的配套设施

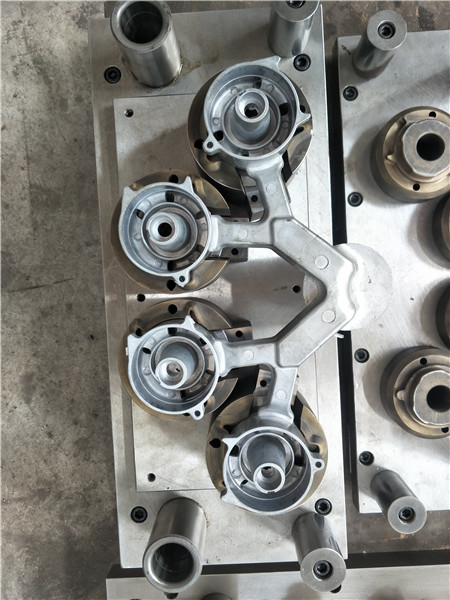
1.公司模具部从模具设计→CNC备料→真空热处理→研磨→慢快走丝加工→组立→试模,全套加工在厂内完成,不需委外,可有效降低成本。
2.产品能从模具稳定性,生产技术等方面精减人力节约成本。
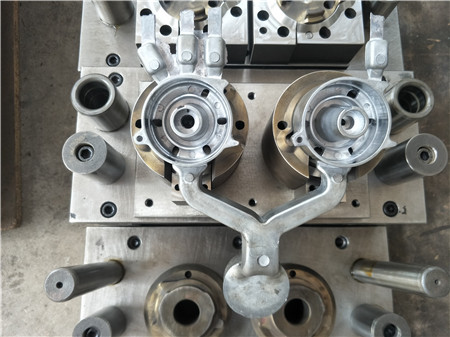
3系统化、信息化、规范化的管理模式,及严谨的生产与发货流程设计保证验货的全面性,避免出现遗漏,同时根据具体产品的特点,有针对性地进行重点检验及包装

我公司长期以来一直致力于提供高效率、高质量、完善的售后服务,保障好客户的权利,使得客户的每部流程通畅,设备高效稳定的运行。
丰富的经验,能够很好的解决客户遇到的各类问题,强大的用户支持队伍和良好的用户满意度是我们的一大优势


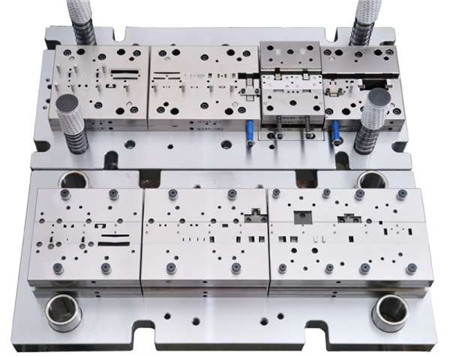
模具加工是指成型和制坯工具的加工,此外还包括剪切模和模切模具。通常情况下,模具有上模和下模两部分组成。将钢板放置在上下模之间,在压力机的作用下实现材料的成型,当压力机打开时,就会获得由模具形状所确定的工件或去除相应的废料。小至电子连接器,大至汽车仪表盘的工件都可以用模具成型。级进模是指能自动的把加工工件从一个工位移动到另一个工位,并在最后一个工位得到成型零件的一套模具。 硬质合金齿形凸模的切割工艺处理:<了解详情>
据不完全统计,机械加工行业中每年模具的消耗量价值是各种机床总价值的五倍,可显而知,机械、冶金、轻工、电子等行业中模具市场是如此的巨大。又如:在冶金行业,每年仅热轧轧辊消耗量就在三十万吨以上,热轧辊价值占钢材生产成本的5%以上。模具的大量消耗,不仅直接增加生产成本,而且因频繁更换工模具而造成大量生产线频繁停产越成更大的经济损失。 模具的失效事实上均因其表层局部材料磨损等原因而报废,而且模具的加工周期很长、加工费用极高(尤其是精密复杂模具或大型模具制造加工费高达数十万元乃至数百万元)。因此,对模具真正承受磨损作用的特定部位进行表面强化,以大幅度延长、提高工模具的使用寿命,无疑是一种具有重要经济意义的方法。另外,大多数模具只因表面很薄一层材料被磨损后即失效报废,因此,只须对模具及关键金属零部件表面磨损局部区域进行修复,并在修复过程中把模具表面真正实际承受磨损的表面涂上一层高硬度高耐磨金属层,就可“变废为宝”,不仅使模具得到修复,修复后的模具的使用寿命还将较原模具大幅度提高,经济效益巨大(例如:修复一根电厂电机大型轴包括各种准备时间在内用微束冷焊机也仅需数天时间,但可创造上百万元的经济效益)。 模具修补机是修复模具表面磨损、加工缺陷的高新设备。模具修补机的原理是利用高频电火花放电原理,对工件进行无热堆焊,来修补金属模具的表面缺陷与磨损,主要特点是热影响区域小,模具修复后不会变形、不退火、无应力集中、不出现裂纹,保证了模具的完好性;也可以利用它的强化功能对模具工件进行表面强化处理,实现模具的耐磨性、耐热性、耐蚀性等。 模具修补机强化模具寿命长,经济效益好。可以应用各种铁基合金(碳钢、合金钢、铸铁)等、镍基合金等各种金属材料模具及工件的表面强化及修复并大幅提高使用寿命。阀门 应用范围:机械、汽车、轻工、家电、石油、化工、电力等工业装备制造部门及使用部门,航空发动机关键耐磨件、热挤压模具、温挤压膜具、热锻摸、轧钢滚动导卫、轧辊、汽车发动机凸轮轴等零件及模具<了解详情>
有关专家日前在接受采访时分析认为,我国模具行业将向大型、精密、复杂、高效、长寿命和多功能方向发展。目前,电子、汽车、电机、电器、仪器、仪表、家电、通讯和军工等产品中,60%-80%的零部件,都要依靠模具成型。 用模具成型的制件所表现出来的高精度、高复杂性、高一致性、高生产率和低消耗,是其他加工制造方法所无法比拟。模具在很大程度上决定着产品的质量、效益和开发能力。 专家认为,我国模具行业日趋大型化,而且精度将越来越高。10年前,精密模具的精度一般为5μm,现在已达2-3μm。不久,1μm精度的模具将上市。随着零件微型化及精度要求的提高,有些模具的加工精度公差就要求在1μm以下,这就要求发展超精加工。专家认为,我国模具行业要进一步发展多功能复合模具,一套多功能模具除了冲压成型零件外,还担负叠压、攻丝、铆接和锁紧等组装任务。通过这种多功能的模具生产出来的不再是成批零件,而是成批的组件,如触头与支座的组件、各种微小电机、电器及仪表的铁芯组件等。多色和多材质塑料成形模具也将有较快发展。这种模具缩短了产品的生产周期,今后在不同领域将得到发展和应用。 中国塑料模具网随着热流道技术的日渐推广应用,热流道模具在塑料模具中的比重将逐步提高。采用热流道技术的模具可提高制件的生产率和质量,并能大幅度节约制件的原材料,这项技术的应用在国外发展很快,已十分普遍。国内热流道模具也已经生产,有些企业已达30%左右,但总的来看,比例太低,亟待发展。随着塑料成型工艺的不断改进与发展,气辅模具及适应高压注射成型工艺的模具将随之发展。有关专家认为,模具标准件的应用将日渐广泛,模具标准化及模具标准件的应用能极大地影响模具制造周期。使用模具标准件不但能缩短模具制造周期,而且能提高模具质量和降低模具制造成本。同时,快速经济模具的前景十分广阔。 由于人们要求模具的生产周期越短越好,因此开发快速经济模具越来越引起人们的重视。例如研制各种超塑性材料来制作模具;用环氧、聚酯或在其中填充金属、玻璃等增强物制作简易模具。这类模具制造工艺简单,精度易控制,收缩率较小,价格便宜,寿命较高。还可用水泥塑料制作汽车覆盖件模具。中、低熔点合金模具,喷涂成型模具,电铸模,精铸模,层叠模,陶瓷吸塑模及光造型和使用热硬化橡胶快速制造低成本模具等快速经济模具将进一步发展。快换模架、快换冲头等也将日益发展。 另外采用计算机控制和机械手操作的快速换模装置、快速试模装置技术也会得到发展和提高。中国塑料模具网专家认为,模具行业中压铸模的比例将不断提高。随着车辆和电机等产品向轻量化方向发展,对压铸模的数量、寿命和复杂程度将提出越来越高的要求。随着以塑料代钢、以塑代木的发展和产品零件的精度和复杂程度的不断提高,塑料模的比例将不断提高,其精度和复杂程度也将随着相应提高。 <了解详情>
事实上,一副模具就是一个换热器,热量由融熔的塑料传入模具,再由模具传入不断循环的冷却介质——冰水中,只有很小一部分进入空气和注塑机的压模板。众所周知,塑料成型的周期,相当大的部分用于冷却,有时可占到塑料成型周期80%以上,因此将冷却时间控制到最小是绝对必要的。例如,一副模具成型周期一般耍20秒,如将原来冷却水塔的水改用冷水机产生的冰水进行冷却,它可缩短到16秒。尽管最初选择配备冷水机造价要高些,但它可使产量提高20%,在长期的生产中,能取得很大的收益。那么,如何来选择冰水能量呢?从上面我们即可知道,它与成型材料的比热容、熔胶时的温度,重量以及制品脱模时的温度有关。 一副模具所需的冰水能量之计算公式为; q=w×c×?t×s 式中:q为所需冰水能量kcal/h; w为塑料原料重量kg/h; c为塑料原料比热kcal/kg℃; ?t为熔胶温度与制品脱模时的温度差℃(见附表); s为安全系数(一般取1.35-2.0),当单机匹配时,一般选择小值,而当一台冷水机与多台模具相配时取大值,如选择风冷式冷水机时,s也应适当选很大一点。 例如:一副模具生产pp制品,每小时生产量约50kg,问冷却需要量为多少?应配多大的冷水机为合适?q=50×0.48×200×1.35=6480(kcal/h);每小时需6480kcal/h冷却量,可选用ls203s冷水机即可。 在实际选用冷水机过程中,很难取得比较完整的数据。根据我们以往多年规划,配套销售的经验,?t=200℃,它是众多常用制品经过多年统计后的一个平均值。 如果模具上附有热胶道,还应将热胶道的能量加入冷量的计算,一般热胶道是以kw为单位,计算时应将单位转换成kcal/h,1kw=860kcal/h。如果供给工厂的水量充足,温度较低,成本也较低,此时就不需要使用冷水机,这一般是不太现实的,除非工厂能在水温比较低的大湖边;另一种是利用城市深井供水来满足温度和流量的需要,但往往成本太高。对实验装置可以使用这种方法,但对于工厂,这样做是不切实际的。 二.冰水温差 模具冷却流体(冰水)的温度一般受制于加工材料和制品形状而发生较大变化,如聚苯乙烯薄壁烧杯,模具要求冰水温度在0℃以下;而其它绝大多数情况下,模具所要求的冰水的温度都在5℃以上,微电脑全功能冷水机能提供5℃以上的冰水,低温型智能温控冷水机能满足5℃以下及至0℃以下的要求。 模具进出口处冰水的温差往往是根据制品要求来设定的,在许多情况下,温差为3-5℃时是最理想的,但有时也需要温差在1-2℃。温差越小,意味着把同样的热量带出去,需要的冰水流量就越大,反之需要的流量就小。比如:温差为5℃时,流量需要60l,而到温差为2℃时,流量则需要150l。 三、冰水流量 一副模具所需的冰水流量直接与模具要带走的热量和冰水进出模具的温差有关。例如:要将 6480kcal/h的热量从模具上带走,若温差为3℃,那么至少需要的流量为多少?冰水流量q=6480÷3÷60=36(l/min)。 四、冰水水质的义理 水的软化,在使用冷水机的过程中,也是一个不可忽视的问题,对水的ph值也需要不断地观测,最佳ph值应等于7,大于7的ph值会产生可怕的腐蚀现象,如不采取措施,会在蒸发器、模具内生垢,会起隔热的作用,严重时,使其能量的转换效果降低30%。很明显这就要求考虑对硬水的软化。最有效的方法,可在系统中配置一台电子硬水软化器,这样的软化器是以离于交换原理设计制作的。根据流量的不同可配置不同规格的软化器,直接连接在循环水管路中,一般配置有水处理软化器所需费用也不会太高,也可定期间循环系统中加入一定比例的除垢剂。 五.冰水机流量、压力 一般注塑成型模具冷却,冰水的压力选择0.1~0.2mpa,即可满足要求,而微电脑全功能冷水机能满足这个要求,当压力要求高于0.2mpa时,需另行规划,以利采用相应压力从水泵以满足系统供水之需要。 流量与管径之间的关系见下表: 管 径 3/8 1/2 3/4 1 1/4 1/2 2 3 流 量 12 20 35 60 90 130 230 560 六.液压油和料筒喂料段的冷却 通常液压油和料筒喂料段采用冷却水塔的水来冷却,因为这不仅是最佳的方法,单就生产成本着,也是极经济的,除非对其温度有特定要求,可用冰水对其进行冷却。 七.冰水管道的保温 冰水管道必须进行保温隔热,因为管道隔热不仅能阻止冷量的严重损失,而且也阻止了在管外壁上形成的结露水。例如:冰水温度10℃,环境温度为30℃,一根25米长,表面积为25m²的金属管道的热辐射可达750kcal/h,这差不多是3hp压缩机产生制冷量的10%,5hp压缩<了解详情>
东北三省计划依托产业资源优势吸引模具行业“南资北移”。计划3月在长春市召开一次模具行业高峰会议。 来自长春市模具工业协会的信息显示,随着装备制造业进一步发展,东北地区对模具等配套产品需求旺盛。以长春市为例,据统计,目前依托一汽、长客等大型企业,该市每年模具需求达到近20亿元,直接带动产品附加值百亿元左右。而由于吉林省乃至东北地区模具生产企业较少,没有形成产业链,长春市许多汽车零部件企业需要去南模具标准件、机电等配套产品,一定程度上阻碍了产业集群的形成。 据介绍,未来3年,长春轨道客车计划形成800辆铁路动车组、800辆城轨客车的产能,实现产值百亿元,向世界级轨道客车制造中心迈进。业内人士称,这也为东北模具工业及汽车零部件行业的发展创造了良好机遇。<了解详情>
受金融危机冲击,我国东南沿海企业尤其是外向型企业受影响较大,各地模具生产企业基本未受金融危机影响比较少, 中国铸造模具工业发展到今天,经历了一个艰辛的历程,直到1976年仍处在落后状态。自1977年以来,由于我国机械、电子、轻工、仪表、交通等工业部门的蓬勃发展,对铸造模具的需求在数量上越来越多,质量要求越来越高,供货期越来越短。因此,引起了我国有关部门对铸造模具工业的高度重视,将模具列为“六五”和“七五”规划重点科研攻关项目,派人出国学习考察,引进国外铸造模具先进技术,制定有关铸造模具国家标准。通过这一系列措施,使得铸造模具工业有了很大发展,并在某些技术方面有所突破。第二汽车制造厂采用新技术、新材料为日本五十铃厂制造了高质量的大型铸造模具,赢得了良好的国际信誉。 1980年上海已能制造一模400个型<了解详情>